![[about:title]](/style/newbanner.jpg)
包装机自动控制系统的组成
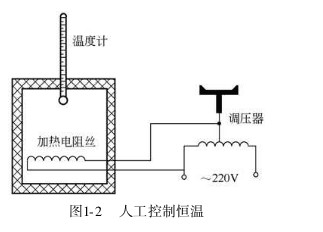
温度是包装作业中常见的控制对象,如包装袋封口时,根据包装袋材料的不同,必须使封口温度稳定在某—范围之内,温度过高会使袋口材料部分熔化,温度低了则会使封口不严,两者都导致废品。下图是用人工控制恒温原理示意图。 改变调压器的电压输出,即可调节电阻丝中的电流,从而调节恒温箱的温度。人工调节过程大致如下。
(1) 根据封口状况, 观测温度计读数。
(2) 与要求的温度值进行比较,得出温度偏高或偏低的数据,即温度偏差的大小和方向。
(3) 根据温度偏差的大小和方向,如超出允许范围值,移动调压器的滑动触头进行调节。如温度偏高,则减小输出电压,使温度降低; 如温度偏低,则升高输出电压,使恒温箱温度升高。
由此可见,人工控温的过程就是操作人员检测温度,计算偏差 (大小和方向),再纠正偏差的过程。
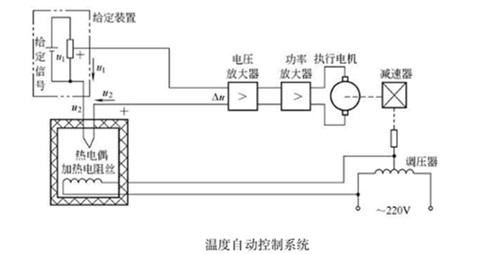
如果将控温过程中的人工操作 (检测和调节) 换由自动控制装置完成,则成为包装机自动控温系统。如下图所示,检测元件热电偶检测恒温箱内的温度,并将温度转换为对应的电压信号2 ,同时反馈给比较器。比较器比较表示给定温度的给定电压信号1与检测电压信号2的大小,得到温差信号,其大小和正负代表温差的大小和方向。温差信号△经电压放大和功率放大后,控制执行电机的转速和方向,执行电机通过传动装置拖动调压器触头调节供热电压。当温度偏高时,动触头向着减小电压( 电流)方向转动; 反之,当温度偏低时,动触头则向着增大电压( 电流)方向运动,直至恒温箱内温度达到给定温度,温差信号△=0 时触头停止运动。
为了表明包装机自动控制系统的组成以及信号传递情况,通常把组成系统的各个环节用方框图表示,并用箭头标明各作用量的传递情况。下图为上述包装机自动控制系统的组成方框图。在描述自控系统组成时通常采用以下几个术语:
(1) 给定元件 可根据工艺要求调节给定信号大小的装置或元件。
(2) 检测元件 由它感受被控对象中被控变量的变化,并将其转换为电信号( 如电压、电流)的装置。检测元件在生产中时刻监视并检测过程运行状态,其输出信号是控制的依据,因此要求准确、及时、灵敏。
(3) 比较环节 在此处将检测元件输出的反馈信号与给定信号相比较, 决定偏差信号的大小和方向 (正负)。
(4) 放大元件 由于偏差信号—般都较小,因此要通过电压放大和功率放大,才能驱动执行机构。放大元件现多为晶体管放大器或集成放大器。比较元件和放大元件组合在—起,有的文献称为控制器或调节器。
(5) 执行元件 执行元件的作用是接收经过放大的偏差信号,直接驱动被控对象,使被控变量发生变化,以减小偏差,实现控制要求。
( 6) 被控对象(控制对象、被调对象)指在自控系统中其工艺参数需要控制的生产设备或机器。包装过程中的加热器、自动计量的料斗、速度控制中的电机等都可以是被控对象。
包装机自动控制系统中的各种作用量和被控制量有:
(1) 输人量 又称控制量或调节量,通常由给定信号电压构成,或通过检测元件将非电输人量转换成电压信号。
(2) 输出量 又称被控制量或被调量,是被控制对象的输出,是自动控制的目标。
(3) 反馈量 通过检测元件将输出量转变成与给定信号性质相同、数量相同、数值相近的电压信号。
(4) 扰动量 又称干扰或噪声,通常指引起输出量发生变化的各种因素。来自系统外部的扰动称为外扰动。例如电动机负载转矩的变化,电网电压的波动,环境温度的变化等。来自系统内部的扰动称为内扰动,如系统元件参数的变化, 运算放大器的零点漂移等。
(5) 偏差 输人量与实际输出量之差, 即给定值与反馈值之差。 在实际控制系统中,能够直接获取的信息是被控量的测量值而不是实际值, 因此通常把设定值与测量值之差作为偏差值。
相关文章:全自动包装机的计量供给自动控制
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865