![[about:title]](/style/newbanner.jpg)
一. 包装机使用过程的组织形式概述
1.生产过程及其组成从一定意义上说,包装机的使用过程的与工业产品的生产过程类似,我们可通过研究工业产品的生产过程来熟悉包装机的使用过程。所谓生产过程是指从生产投入开始,经过一系列的加工,直至产品产出来的全部过程。在生产过程中,主要是劳动者运用劳动工具,直接或间接地作用于劳动对象,使之控人们的预定目的变成工业产品。在某些生产技术条件下,实现产品的生产,还要借助于自然力的作用。生产过程就是一系列相互联系的劳动过程和自然过程相结合的全部过程。
工业企业的生产过程一船根据各部分在生产过程的作用不同,可划分为以下三部分
(1)基本生产过程:是指对构成产品试题纳劳动对象直接进行工艺加工的过程;
(2)辅助生产过程:是指为保证基本生产过程的正常进行而从事的各种辅助性生产活动;
(3)生产服务过程是指为保证生产活动顺利进行而提供的各种服务性工作。
上述三个部分彼此结合在一起,构成企业的整个生产过程。其中,基本生产过程是主导部分,其余各部分都是围绕着基本生产过程而进行的。
2.包装机使用过程的组织形式的基本要求
合理组织包装机的使用过程,使生产过程始终处于状态,是保证企业获得良好经济效果的重要前提之一。
二.包装机使用过程的空间组织、时间组织
包装企业的生产过程都是在一定的空间内,通过许多相互联系的生产单位来完成的。
1.企业的总平面布置和车间布置
(1)企业酌总平面布置。所谓布置,就是对企业系统所占据的空间位置的要素进行总体安排,使之在有限的空间内各得其所,相互协调地实现系统规定的共同目标。企业的总平面布置也就是对企业的总体安排。根据对组成企业的车间、仓库、公用设施、服务部门等进行合理布置,确定其平面和立体的位置,并确定物料流程、运输方式和运输线路。
包装型企业的总平面布置设计的方法一船分为物料流向图法、作业相关图法和综合法三种。
(1)物料流向图法。这是按照从原材料进厂到成品出厂,制品在生产过程户总的流动方向及运输量来布置企业的车间、设施和生产服务单位。合理化布置的目标是根据产品的工艺流程在生产过程中的济向,尽量避免迂回、交叉或例流,使全厂的搬运总量小。
(2)作业相关图法。它是绘制生产活动作业相互关系囤,按其相互关系的密切程度进行布置,以求得较好的总平面布置方案的方法。
(3)综合法。它是综合物料济向图法和作业相关图法来进行企业的总平面布置的方法。
2.车间布置。车间内部设备布置是否合理,将影响产品纳生产周期和生产成本,影响劳动生产率的提高。车间布置有以下三种形式:
(1)工艺专业化。它是把同类型的机器设备和同工种的工人集中在一起,建立一个生产单位,对企业生产的各种产品进行相同工艺6t加工。工艺专业化形式的主要优点是;能够充分地利用设备和生产面积;便于进行工艺管理;能较好地适应品种变换的要求。其缺点是:产品在加工过程中的运输路线长、产品生产周期长和占用资金多,增加了各生产单位之间的协作关系,带来7管理工作的复杂化o
(2)对象专业化。它是把不同类型的机器设备和不同工种的工人集中在一起,建立一个生产单位,对相同的制品进行不同工艺纳加工。优点是:加工路线短,运输费用省,生产周期短,占用在制品资金少,可以简化管理、加强责任制等。缺点是:设备专用性强,需要星多,投资大;设备利用率低;工艺复杂,不利于进行专业化的技术管理;对产品品种变化的适应能力差。
(3)综合形式。它是综合了工艺专业化和对象专业化的优点所构成的介于它们之间的一种综合形式。这种布置形式机动灵活,应用得当,可取得较好的生产经济效益。故被我国企业广泛采用。
采用何种形式布置包装机车间或工段,取决于企业的个体条件。主要是企业的生产类型和生产规模,产品结构和工艺复杂程度,以及企业的专业方向稳定程度等。
2.包装机使用过程的时间组织
包装生产过程的组织在时间上要求各个生产单位或部门之间做到相互协调、密切配合,以达到尽可能地缩短产品的生产周期。所谓生产周期是捐从材料投入加工开始到成品生产出来为止的全部过程的时间长度。根据产品的生产过程分类,生产周期也可分为劳动过程时间和自然过程时间。相应的又可分为工艺时间、质量检验时间、运输时间、自然力作用时间和等待停歇时间。由此,可以得出缩短生产周期酌途径:先是在不影响包装质量的前提下,减少工艺工序的作业时间;其次是缩短辅助时间。如运输与检验时间,通过人工绩效来加速自然力作用过程;再次是尽量减少停歇中转时间。如计划管理,做好生产准备工作与设备维修工作,尽量减少组织性中断或改变工作制度如班次调整等。
包装生产企业的劳动对象在生产过程中的移动方式,对生产周期的长短有明显影响。移动方式分别有如下三种:顺序移动方式、平行移动方式和平闸匝序移动方式。
〔1)顺序移动方式。顺序移动方式即每批制品在某道工序全部加工完毕后才整批地向下道工序穆送,加工对象在各道工序上是整批移动的,一批产品在各道工序的加工,在时间上是连续的。现举例如下图
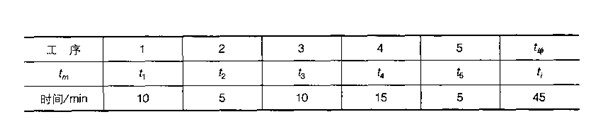
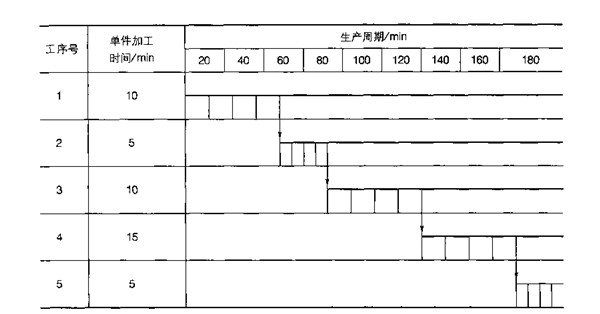
图中仅仅列出了各工序加工时间:对于工序之间的检验时间、运输时间等均未加考虑,所以实际上的是工艺性生产周期,下面的两种移动方式东得的生产周期与此性质相同。
相关文章:1.茶叶真空包装机
2.软管封尾机
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865