![[about:title]](/style/newbanner.jpg)
401型小包薄膜包装机用于烟盒的薄膜包装,802自动储烟柜输送过来的烟盒由分离轮将其一包包地分离并向下输送后由传送轮送人401的烟包轨道。
烟盒由烟包轨道内的耳块式链条拖动向前输送,在接近转塔处,输人推送器将烟盒加速向前输送。脱离耳块式链条的推动。薄膜和启封带 (拉线)分别由卷材供给,通过热熔的方式用蜡彼此烫合在一起。
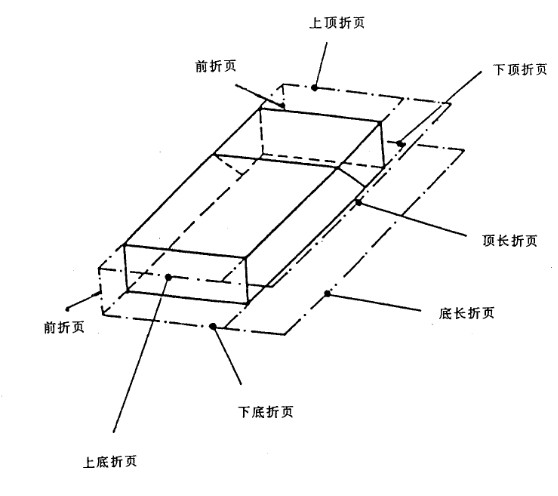
然后,由一对牵引辊将薄膜拉入切割装置,并在切割装置内切成一段一段,后在真空皮带的吸附下将其输送到烟包轨道处。输入推送器将烟盒推靠在切割好的薄膜上,并经往复套口共同送人转塔的模盒内,烟包薄膜的大多数折叠动作在输送过程中由往复套口和模盒完成,底长折页此时由底折叠器折好,长折页则在转塔旋转过程中由固定的折叠导块折好。
转塔转过90之后,烟包薄膜的长折页由长折边预封烙铁初步封口,转塔再转过90后,烟盒被推送器推出转塔,并经过几块折叠导块,由其将薄膜的折页和底折页折起来。为了方便输送,薄膜下折页和下底折页在此位置由底预封烙铁初步烫封起来,在折叠导块的出口处,提升机将烟盒送人堆叠塔内。提升过程中薄膜上折页和上底折页由堆叠塔导轨完成其折叠动作,烟包挡板用来防止烟盒向下滑落,在堆叠塔内的长折边烫封烙铁完成烟包薄膜长折页的终烫封,堆叠塔的上部推送器将烟盒成两包一组的送人排出轨道,在排出轨道内的底烫封烙铁将烟包薄膜的折页和底折页终烫封在一起。
在排出轨道上有一个烟包剔除器将次品烟包与好烟包分离,好烟包由排出轨道内的输送皮带送往下游机器。
必要时,401小包薄膜包装机可以配上印花税票装置。
相关文章:半自动定量包装机
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865