![[about:title]](/style/newbanner.jpg)
包装机使用的塑料薄膜的生产方法:
塑料薄膜根据生产工艺的不同分三类:流延膜、吹胀膜以及定向膜。同一种原料.用不同的生产方法,所制得的博膜的各种性能有较大的差别。 流延膜有挤比熔融流延法和溶剂流延法两种。溶刑法生产的流延膜由于需要使用大量有机溶剂,加热挥发去除溶剂和回收溶剂需要消耗大量能源.还需要投资一套设备,操作成本和设备成本都比较大,因此只有在高性能热固性塑料及迫不得已的情况下才使用,如玻璃纸的生产等。溶剂流延法生产的流延薄膜具有纵横向性能平褥、无内应力、厚度均匀、极性较高、可以生产5mm以下的超薄薄膜、用于高科技域、生产速度低等特点。
挤出熔融流延法是塑料包装用热封用膜的主要生产法,由于流延膜热封性好、纵横向性能平茁、生产速度快、透明性好等优点,成为软塑包装业的主要生产工艺之—。
吹胀膜是用挤出吹塑的方法生产的薄膜.这种薄膜的性能处于定向腔与流延膜之间,强度比流延旗好,热封性比流延膜差、薄膜的性能同操作参数关系较大。而定向膜由于捡伸分子发生定向,提高了结晶度,因而结晶型聚合物的定向膜无热封性,强度是三种薄膜中大的。
此外,压延法是PVC的主要成膜工艺。压延:艺虽然投资大、设备维修保养技术要求高、操作较复杂.但具有生产速度快、生产的薄膜质量好的优点.可以生产70—350灿m的各种厚度的PVC膜、片。
包装机使用的塑料薄膜的表面处理方法:对塑料、铝箔等博膜材料的表面进行电晕处理时,电极间由于高压电场对空气f;6作用,使空气发生电击穿发生电离,产生大量的等离子轰击材料表团,并进入分子结构内.使材料表面分子产生极性,并去除表面油污从而提高材料的表面张力,即熟附能力,使印刷、金属蒸镀、涂胶复合等加工牢固可靠。薄膜电晕处理质量的好坏直接影响产品质量相成品质星.特别是塑料包装膜和电容金属化膜.对其进行电晕处理是不可缺少的。
电晕处理设备包括预热辊、电晕处理辊、压辊、处理电段氧风管和抽风机等。
下面分析在电晕处理设备的运行中应着重注意的几个方面。
1.电晕处理辊。电晕处理时作为一种屯介质使用。介质主要有橡胶和陶瓷两类。橡胶辊通常有两种:硅橡胶或海帕伦。陶瓷辊是无机物质,和其他物质不起反应,长时间地暴露于高能量的状态下不会磨损.介质系数(两电极间有介质材料时电容值与无介质材料的电容位之比)也不会改变。撅胶辊的介质系数情况就不一样,橡胶会老化使介质系数发生变化,陶瓷辊表面比较坚硬不会破损,不易产生背面处理的缺陷、但陶瓷介质辊价格非常昂贵。
在使用橡胶电牵处理辊的场合,更换时必须注意对辊子的质量进行检查。
(2)电晕处理发生器
电晕处理发生器是电晕发生装置,通常各种处理机的频率范围为9。30H5,电极电压为lo。15LV。空气的电晕现象随着频率的升高而加剧,即在频串较高时,相同的空气间隙下,电晕现象所需的电压越低,这一点对我们生产塑料簿膜尤为重要,实践证明电晕处理的电压越低薄膜所带静电越小,而塑料薄膜带有严重的静电是一个影响质量的大问题。关于电晕使高聚物带电的机理,存在着两种不同的观点,一种认为在电晕放电过程中,离子可以作为一种稳定的实体吸附在高聚物的表面,进入高聚物的表层;另一种观点认为根据离子的能态与高聚物的表面能态相对量值可发生电子转移,井导致离子的中和,从在高聚物的表面态中进入电子、空穴,而中和了的离子则不发挥作用。
1.高频发生器的选择。塑料薄膜上围电晕处理带上的静电较难处理,因此我们选择发生器尽量选掸频串较高的发生器,除此之外,频串越高,电极的截面积越小,这是因为电容量与面积成正比,而频率低时,为了让发生器和阻抗匹配就必须增加表面积,这样不利于大功率电晕处甲几组电极的安装。因此.现在较好的电晕处理机的频率在20—30k比之间,超过30ub电极会做得像刀一样容易损坏薄膜,不宜采用。
2.介质、处理材料、空气的影响。电晕处理和介质辐之间的空气间隙调整极为重要.应根据处理材料的厚度尽量缩小距离.因为距离过大会使电压升高。
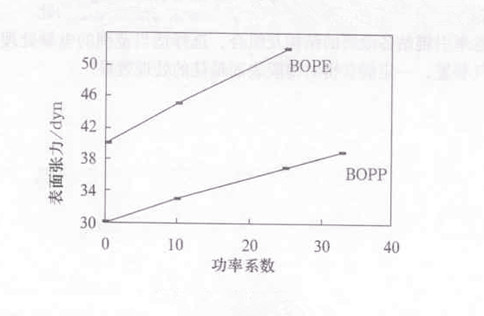
3.电晕处酗L功率的选择。不同的材料要达到相应的湿润张力根据其速度、宽度不同,应选择不同功率的处理机,功率系数如下图所示。
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865